内容编辑
内容编辑确保刀套准确地停在换刀位置措施
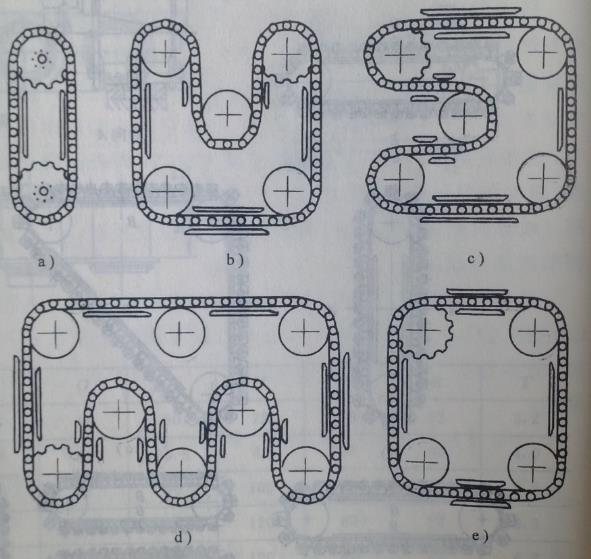
1)定位盘准停由液压油缸推动的定位销,为了保证刀套的准停精度和刀套定位的刚性,插人定位盘的定位槽内,以实现刀套的准停链式刀库的换刀位置一般设在主动链轮上(如图a),或者尽可能设置在靠近主动链轮的刀套处(图b)。定位盘上的每个定位摘都对应于一个相应的刀套,而且定位槽(或定位孔)的节距要一致.
2)链式刀库要选用节距精度较高的套筒滚子链和链轮,而且在把刀套装在链条上时,要用专用夹具来定位,以保证刀套间距一致。
链式刀库的链条要有导向轮,沿导向槽移动,如图3-143所示,这样就能防止链条在运动中的抖动现象,保证刀库工作可靠性和回零开关工作可靠性以及高重复精度。
3)圆盘式刀库宜采用单头双导程蜗杆传动.此外还应尽可能提高刀套在圆盘上沿圆周安装的等分精度和径向位置精度。刀套需要翻转的刀库,还要保证每个刀套翻转的角度一致。
4)尽量减小刀套孔径和轴向尺寸的分散度,以保证刀柄槽在换刀位置上的轴向位置精度。
5)要消除反向间隙的影响。刀库驱动传动链,必然会有传动间隙,且这种间隙还随机械磨损而增大,这将影响刀套准停精度。而对有定位盘的刀库来说,过大的间隙会影响定位盘的正常工作。