内容编辑
内容编辑
角度头安装步骤:
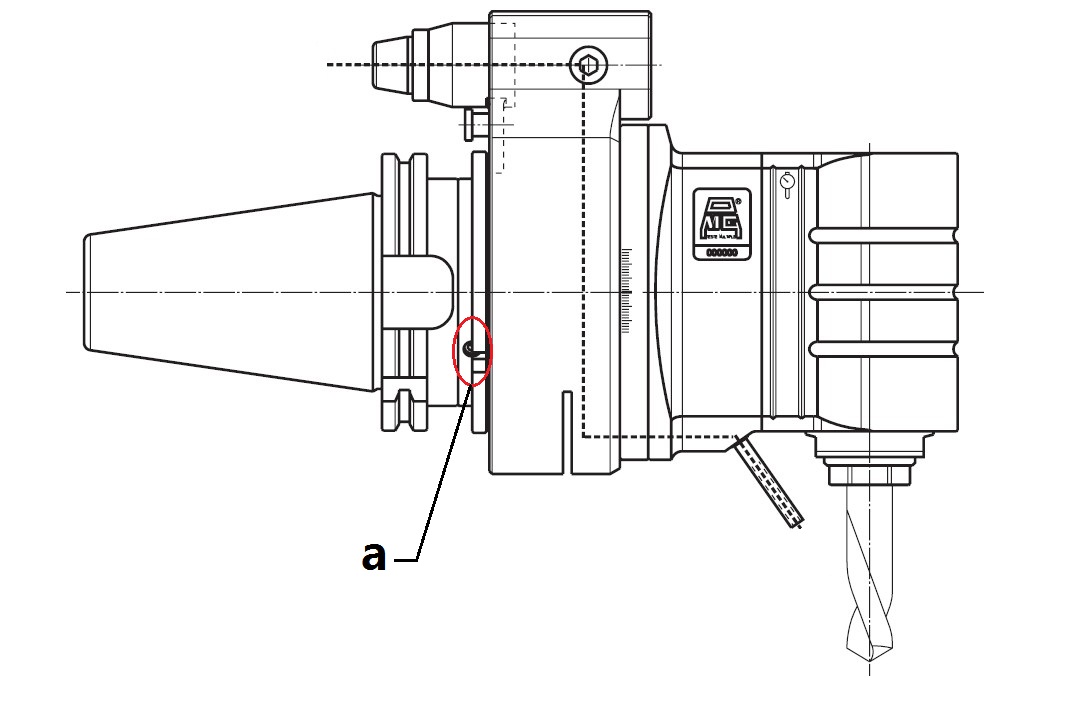
1. 松开红色圈内(图一)定位环锁紧沉头螺丝a(2颗),转动角度头锥柄可带动输出端旋转;
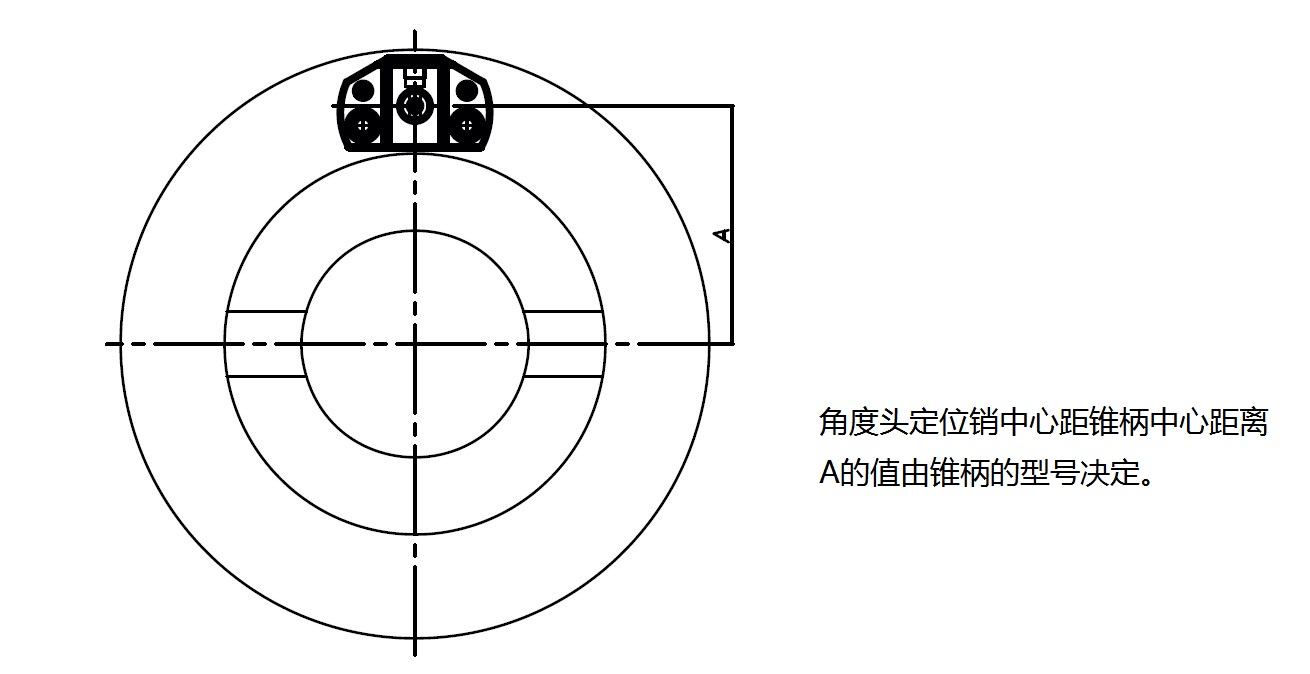
2. 确定好定位块安装位置及距离,使其不干涉换刀臂换刀(图二);
图一
图二
3. 确认定位块尺寸(主要是厚度尺寸);
4. 将定位块安装在机床主轴的法兰端面,注意固定螺丝不要拧紧;
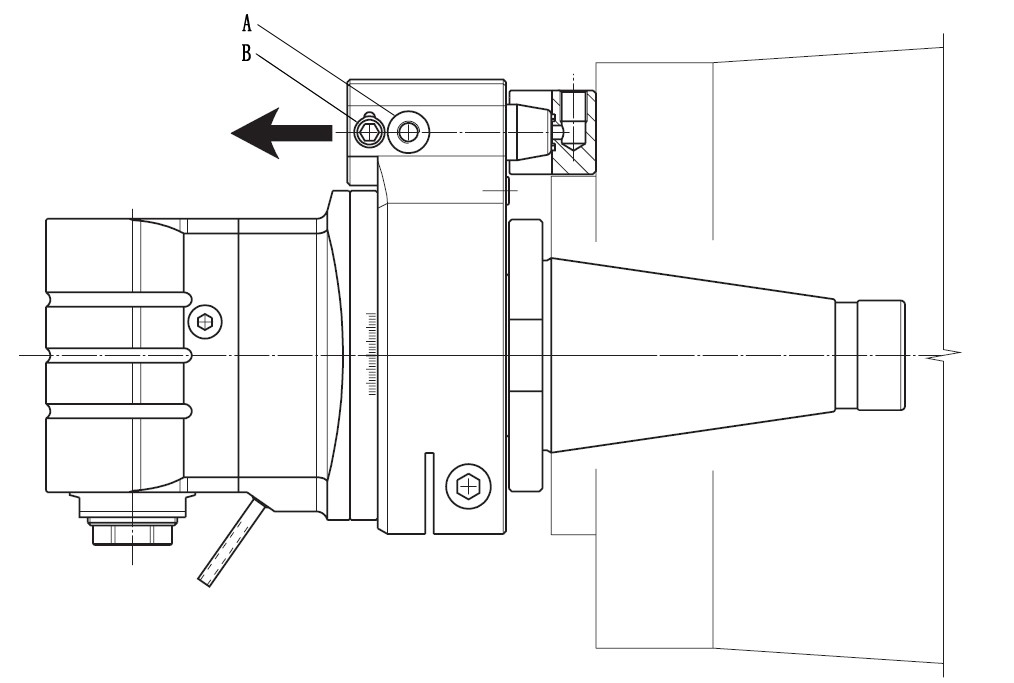
5. 将角度头上的定位销固定螺丝A松开,通过B调整定位销向箭头方向(远离定位块的方向)移动,至最下端。定位销的行程±0.75mm(图三);
6. 机床主轴做定角度动作,使主轴停止在自动换刀位置;
7. 旋转角度头的刀柄,对准主轴。同时角度头定位销对准定位块。机床松刀,将角度头放入主轴,确认无误后,拉刀。此时角度头安装到机床上,因为定位销处于远离的位置,定位销和定位块还没有贴合,角度头应该可以径向晃动;
8. 通过螺丝B调整定位销的轴向位置,让定位销和定位块贴合,贴合力度不能太大。锁紧定位块的固定螺丝,此时角度头无晃动即可;
9. 锁紧定位销固定螺丝A;
图三
10. 机床做拉刀动作后,定位销外部的弹簧套会被定位块压下。定位环E和弹簧套卡舌F应保持1mm的距离。让机床做定角度动作,转动定位环E,让E的缺口部分对准F,松刀后F能弹回E的槽(图四),然后锁紧定位环锁紧螺丝a(图一);
图四
11. 主轴空档,手动盘转主轴带动角度头转动,转动正常即可。
角度的调整:
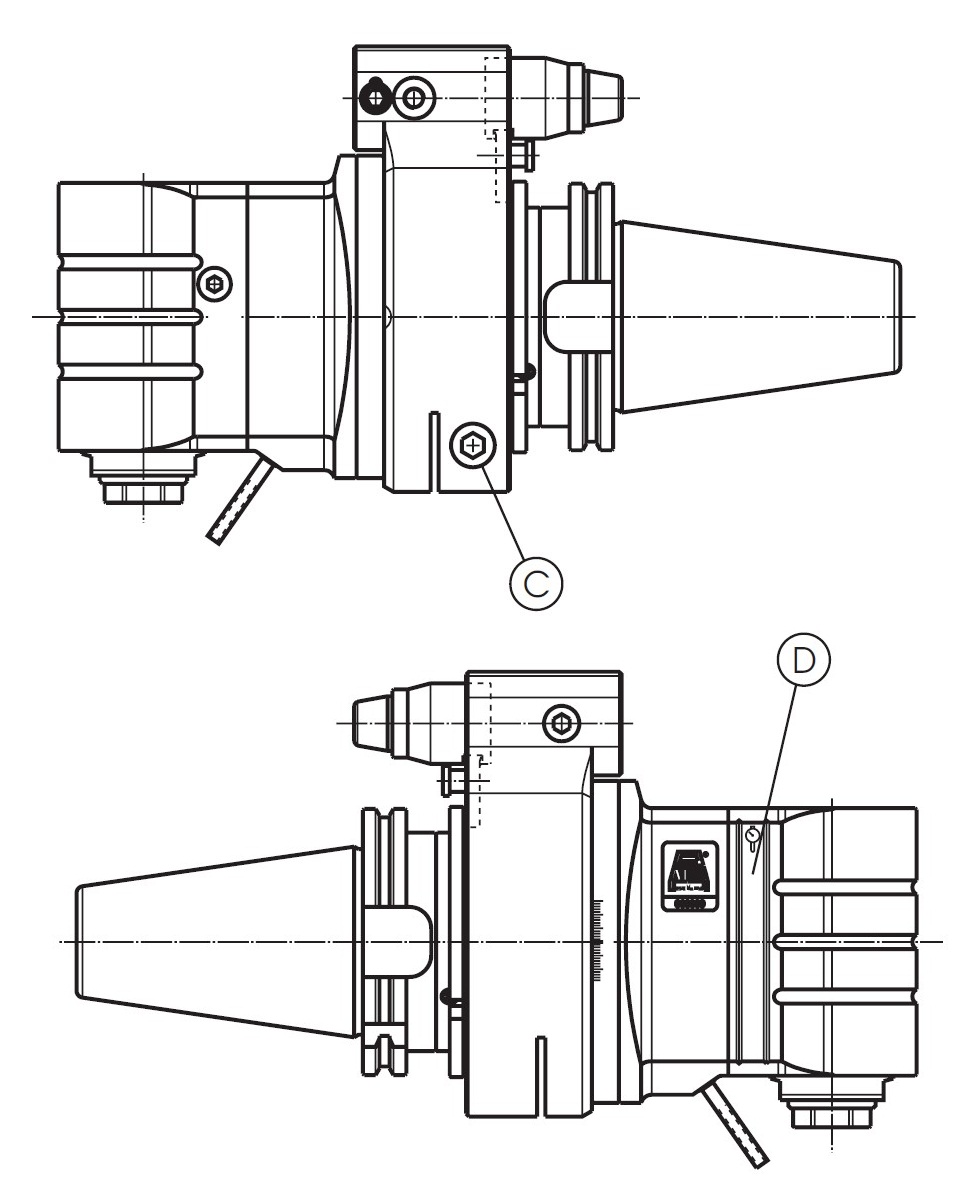
1. 松开角度头上的螺丝C,此时角度头下部外壳(输出端)可360°旋转(图五);
2. 通过移动机床工作台,用千分表测量角度头侧面D处的小平面与坐标轴平行(图五);
3. 调整好后锁紧螺丝C(图五)。
图五
角度头自动换刀调整:
1. 主轴定位,手动单步控制ATC换刀臂确认抓取角度头正常,跟其他部位无干涉;
2. 角度头放入机床刀库,手动操作转动刀库,仔细观察角度头运动路线上是否和其他部位干涉。
角度头使用注意事项:
1
定位销固定在加工的相反方向,效果会比较好;
2
使用外接冷却液,请不要对着角度头的本体,否则有液体渗入的危险!
3
不正确的调节方法会对角度头造成损伤;
4
每使用500小时,需加注润滑脂(SKF LGMT2/0.035);
5
加工前请注意角度头输出端的刀具旋转方向;
6
角度头持续在最高转速工作时,请注意噪音及发热情况。
声明:
以上如有不明白之处请联系我们,由于操作失误而造成的损失,本公司不承担任何责任!
本安装说明由上海裕伟机电设备有限公司原创,仅适用标准OMG角度头。
任何人不得私自盗用或传播,本站有电子版提供下载。
本公司保留最终解释权!
上海裕伟机电设备有限公司
![]() 重要:定位块尺寸不对,强行安装将严重损伤角度头!
重要:定位块尺寸不对,强行安装将严重损伤角度头!
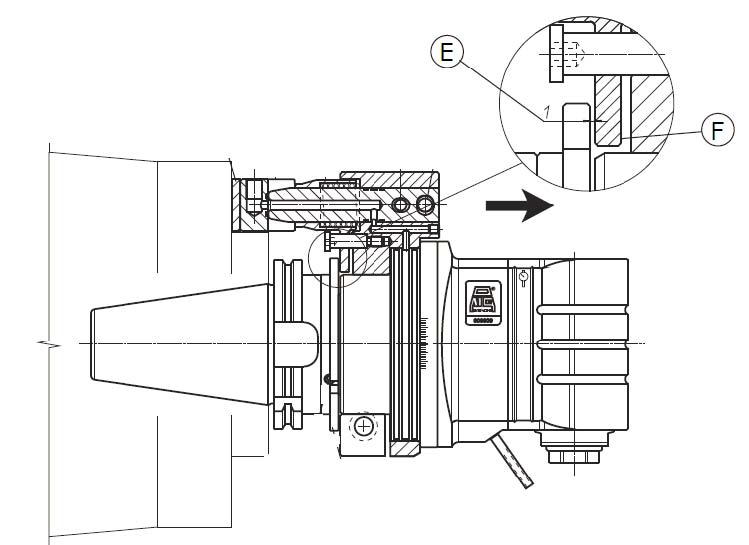
![]() 重要:角度头拉上后只有E和F完全脱开无接触时,才能使用(转动)角度头;松刀后F需卡入E槽时才能确保换刀及加工位置准确,否则都会严重损坏角度头!
重要:角度头拉上后只有E和F完全脱开无接触时,才能使用(转动)角度头;松刀后F需卡入E槽时才能确保换刀及加工位置准确,否则都会严重损坏角度头!